1 / 5
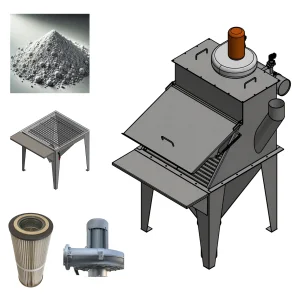
We are a specialized manufacturer focusing on the design and production of intelligent vibrating screening equipment. Our commitment extends to the full research, development, and engineering of advanced material handling solutions.
Utilizing a philosophy of building industry with wisdom, we integrate intelligence and digitalization to maintain modern workshop environments. This drives automation and transformation within the screening and lifting industry, ensuring high-quality processing and value creation for every project.
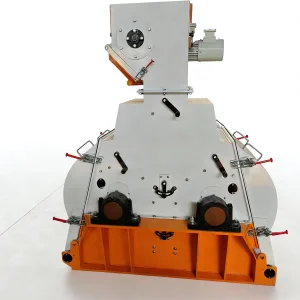
Chain Flexible Cement Bucket Elevator
The NE series bucket elevator utilizes a high-strength plate chain and gravity-induced discharge. This design features a "flow-in" type feed system, where material flows directly into the hoppers, is raised to the top via the plate chain, and is self-unloaded through gravity.


| Model | Capacity (m³/h) | Max Particle (mm) | Bucket Vol (L) | Bucket Width (mm) | Bucket Speed (m/s) | Max Height (m) |
|---|---|---|---|---|---|---|
| NE15 | 15 | 40 | 2.5 | 250 | 0.5 | 35 |
| NE30 | 32 | 55 | 7.8 | 300 | 0.5 | 50 |
| NE50 | 60 | 60 | 15.7 | 300 | 0.5 | 45 |
| NE100 | 110 | 70 | 35 | 400 | 0.5 | 45 |
| NE150 | 170 | 90 | 52.2 | 600 | 0.5 | 45 |
| NE300 | 320 | 125 | 127.5 | 600 | 0.5 | 40 |
| NE500 | 470 | 140 | 260.9 | 700 | 0.5 | 30 |
| NE800 | 800 | 165 | 501.8 | 800 | 0.5 | 30 |